
Вальцовки, вальцовочные машины, снятие фаски с труб
ОБЩИЕ СВЕДЕНИЯ О РАЗВАЛЬЦОВКЕ ТРУБ
Виды соединений труб с трубными решетками
Следует применять два вида соединений труб с трубными решетками: вальцованные и комбинированные
Соединения, выполненные только сваркой, не допускаются.
Вид соединения определяется требованиями проектной документации.
5.1. Вальцованные соединения
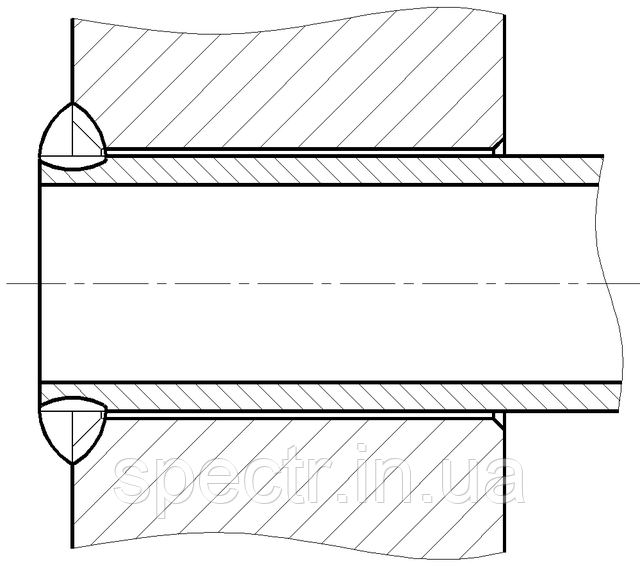
Вальцованные соединения образуются в результате радиальной упруго – пластической деформации труб роликовыми вальцовками в отверстиях трубных решеток и/или в промежуточных перегородках. При этом развальцованные участки труб в трубных решетках должны заканчиваться за 2…5 мм до внутренней поверхности трубной решетки (или на расстоянии, равном половине длины радиусного участка переднего конца ролика вальцовки, рисунок 3).
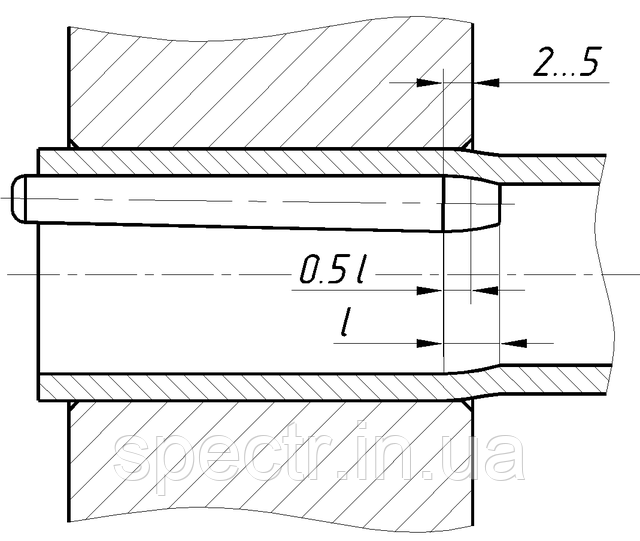
Рисунок 3 – Длина развальцовки
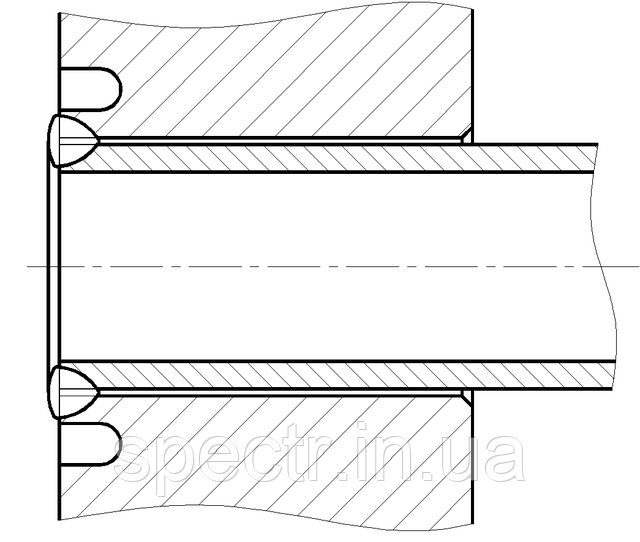
В том случае, когда толщина трубной решетки близка к минимальной (см. п. 4.2.8), допускается развальцовка конца трубы на всю толщину решетки при условии, что на внутренних кромках отверстий выполнены скругления радиусом r (рисунок 4).
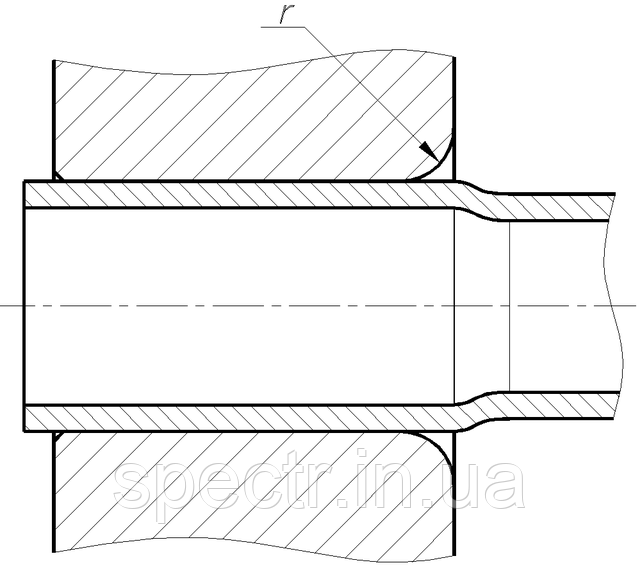
Рисунок 4 − Развальцовка трубы на всю толщину трубной решетки
Величина выступания концов труб над трубной решеткой определяется требованиями проектной документации.
В вертикальных теплообменниках с целью улучшения условий для дренажа теплоносителя концы труб могут устанавливаться заподлицо с верхней трубной решеткой или могут быть «утоплены» в нее на глубину (рисунок 5)
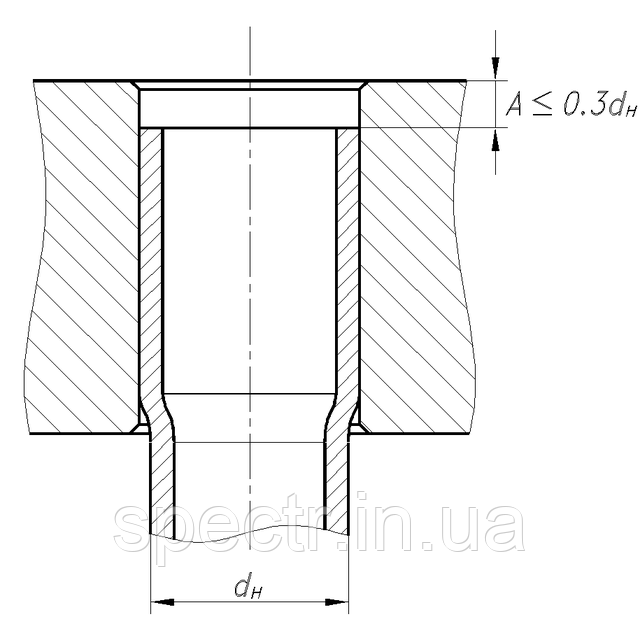
Рисунок 5 − Труба, «утопленная» в отверстие трубной решетки
При этом из нижней трубной решетки трубы могут выступать на длину до двух номинальных диаметров.
В остальных случаях трубы должны выступать над поверхностью трубной решетки на 2…5 мм.
Вид вальцованного соединения для конкретного теплообменного аппарата в зависимости от его назначения, условий работы и величин рабочих параметров теплоносителей устанавливается проектной документацией.
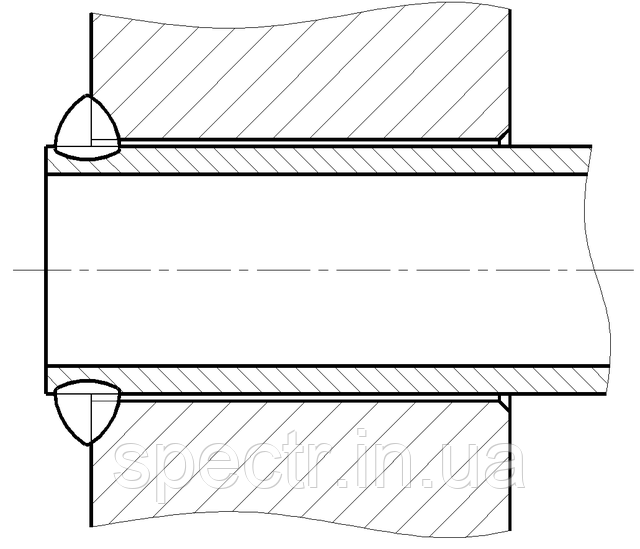
Наиболее распространенные виды вальцованных соединений В1 – В4 представлены на рисунке 6
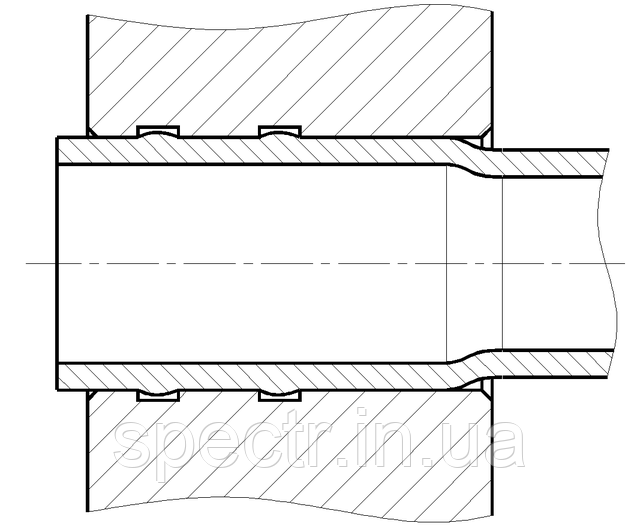
В1 – гладкое соединение В2 – соединение с двумя уплотнительными канавками
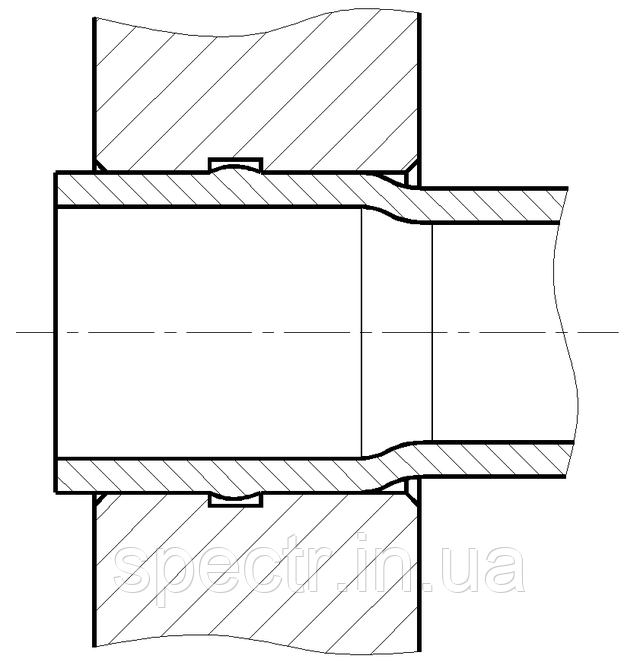
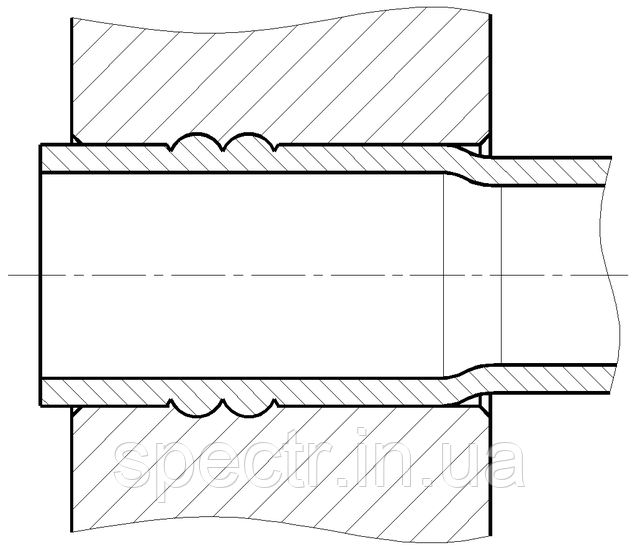
Рисунок 6 − Виды вальцованных соединений
В3 – соединение с одной канавкой В4 – соединение с уплотнительным кольцевым рельефом
Комбинированные соединения
Комбинированные соединения образуются в результате сварки концов труб с трубной решеткой и последующей развальцовки труб в отверстиях решетки.
Сварка труб с трубными решетками допускается в тех случаях, когда материалы трубы и решетки (или ее покрытия) пригодны для сварки.
Допускается применение всех видов промышленной сварки за исключением газовой. Сварку следует производить в среде защитных газов на вертикальной плоскости или в нижнем положении. Вариант сварки в нижнем положении – предпочтительный. В обоснованных случаях, таких как ремонт на производственной площадке, допускается приварка труб к трубной решетке ручной дуговой сваркой покрытым электродом.
Наиболее распространенные виды сварных швов, применяемых для соединения труб с трубными решетками, представлены на рисунке 7. При этом размеры катета углового сварного шва выполняется в соответствии с требованиями проектной документации.
Угловой шов без разделки трубной решетки Угловой шов с разделкой трубной решетки

Стыковой шов Стыковой шов с разгрузочной канавкой
Рисунок 7− Виды сварных швов
Требования к сварным соединениям и сварочным материалам должны соответствовать ГОСТ 34347 и другой действующей нормативной документации на сосуды и аппараты из других материалов.
Для центровки труб в отверстиях решетки перед сваркой рекомендуется развальцевать концы труб конической вальцовкой. Развальцовка должна быть выполнена таким образом, чтобы между трубой и кромкой отверстия сохранился некоторый минимально возможный зазор, или чтобы труба коснулась трубной решетки без деформирования кромок отверстия (рисунок 8).
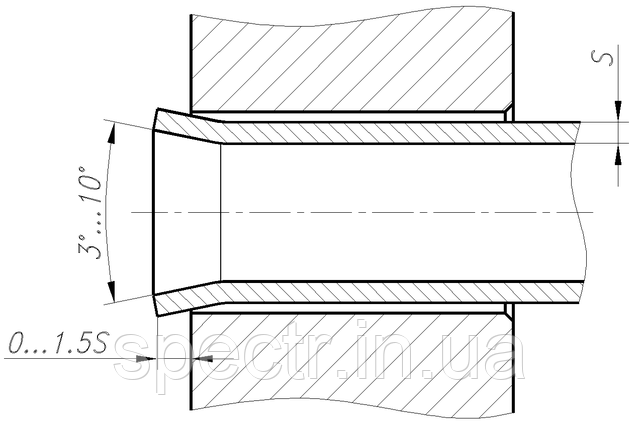
Рисунок 8 − Развальцовка конца трубы перед сваркой
Развальцовка труб на конус должна производиться без применения смазки.
Величина выступания концов труб над поверхностью трубной решетки для соединений со сваркой должна находиться в интервале 0…1,5S, если иное не указано в проектной документации.
Для теплообменников вертикального исполнения с целью улучшения условий для дренажа теплоносителя допускается «утапливать» концы труб в отверстиях верхней трубной решетки на глубину А=1,5S (рисунок 9). В этом случае сварной шов не будет выступать из трубной решетки.

Рисунок 9 − Труба, «утопленная» в отверстие трубной решетки
После того, как концы труб развальцованы «на конус» и выставлены над трубной решеткой по высоте (или «утоплены» в нее), производиться сварка труб с трубной решеткой (рисунок 10)
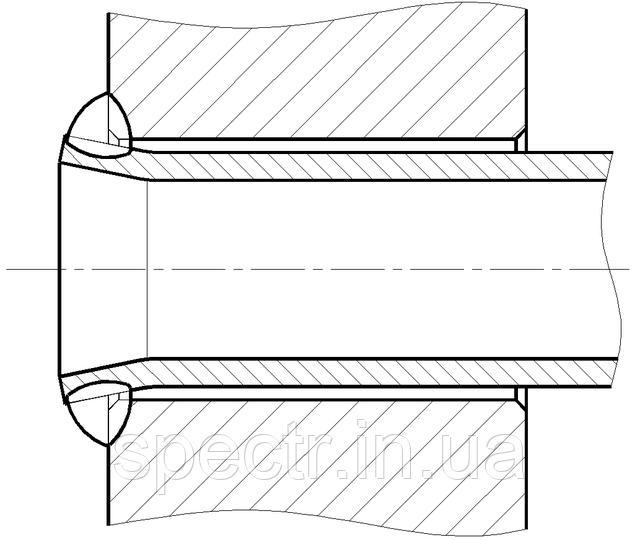
Рисунок 10 − Сварка трубы с трубной решеткой
По окончании сварки концы труб развальцовываются на заданную глубину цилиндрическими вальцовками.
В том случае, когда материалы трубы и трубной решетки не закаливаются на воздухе в процессе охлаждения после сварки, развальцовка труб производится по сварному шву (рисунок 11).
В случае, когда хотя бы один из материалов соединения способен в процессе охлаждения закаливаться на воздухе, развальцовка труб производится с отступом от наружной поверхности трубной решетки на 7...10 мм (рисунок 12)


Рисунок 11 − Развальцовка трубы по сварному шву Рисунок 12 − Развальцовка трубы за сварным швом
В комбинированных соединениях с целью повышения их надежности допускается применение уплотнительных канавок или уплотнительного кольцевого рельефа
Технологический процесс крепления труб в трубных решетках
Настройка вальцовочной машины
Для получения в соединении «труба – трубная решетка» максимальных контактных давлений, обеспечивающих высокое качество соединения, к веретену вальцовки в процессе закрепления трубы следует приложить крутящий момент оптимальной величины.
В связи с тем, что величина крутящего момента зависит от таких факторов, как:
- глубина развальцовки;
- углы разворота роликов в окнах корпуса вальцовки;
- количество роликов в корпусе;
- конусности веретена и роликов;
- соотношение диаметров веретена и роликов;
- разброс механических свойств материалов труб и трубных решеток;
- применяемая смазка, и т.п.,
настройку вальцовочной машины (привода) следует производить непосредственно перед началом работ по развальцовке на конкретных трубах, конкретными вальцовками со своими техническими характеристиками, и с применением конкретной смазки.
Настройку привода рекомендуется выполнять в следующем порядке:
1.1 Выбрать в каком – либо из рядов трубной решетки 6 – 8 соединений, расположенных подряд, и с точностью до 0,02 мм измерить диаметры, указанные на
рисунке 14. Эта группа соединений будет считаться контрольной при настройке привода.

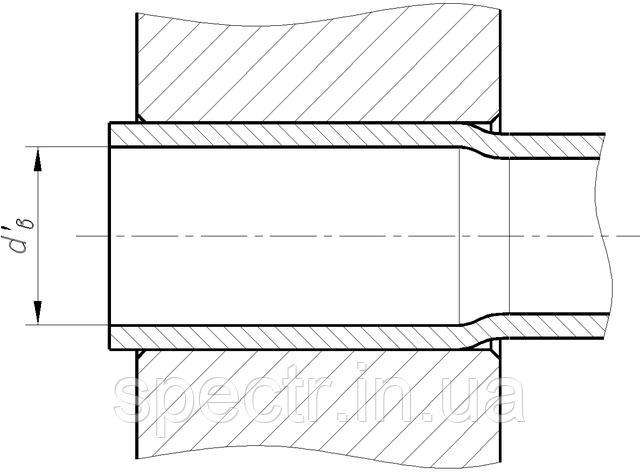
Рисунок 14 − Диаметры трубы и отверстия до развальцовки Рисунок 15 − Внутренний диаметр трубы после развальцовки
Измеренные значения диаметров для каждого контрольного соединения рекомендуется занести в таблицу 1.
Таблица 1 – Значения диаметров контрольного соединения
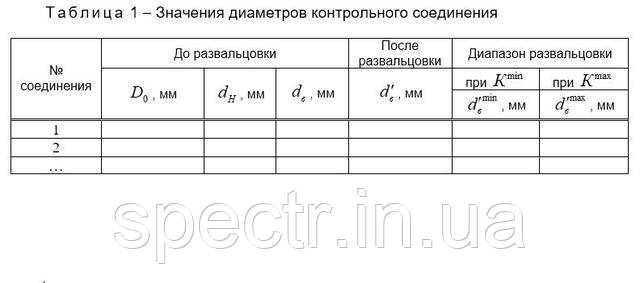
1.2. Произвести расчёты внутренних диаметров труб после развальцовки

Расчётные значения внутренних диаметров труб после развальцовки занести в таблицу 1
1.3. Установить на приводе минимальное значение величины крутящего момента, присоединить к приводу вальцовку и развальцевать трубу в первом контрольном соединении.
1.4. После остановки привода и извлечения вальцовки из трубы измерить внутренний диаметр трубы и сравнить его с расчётными значениями. Если измеренное значение меньше минимального расчетного диаметра, , то следует увеличить крутящий момент привода и повторно развальцевать ту же трубу.
.Последовательно увеличивая значение момента привода, следует добиться того, чтобы измеренный диаметр трубы после развальцовки оказался внутри диапазона развальцовки из таблицы 1
1.5. С полученным значением крутящего момента развальцевать ещё 2 – 3 трубы в контрольных соединениях, каждый раз производя измерения внутреннего диаметра труб после развальцовки и корректируя (если требуется) величину крутящего момента.
1.6. Развальцевать оставшиеся трубы из контрольной группы соединений и убедиться в том, что внутренние диаметры труб после развальцовки для каждого соединения не выходят за границы диапазона развальцовки.
При выполнении этого условия привод будет считаться настроенным на оптимальную величину крутящего момента для развальцовки труб данной партии.
Для последующей развальцовки труб знание численного значения величины крутящего момента не требуется. Однако, по требованию заказчика, величина крутящего момента может быть измерена на специальном стенде (или зафиксирована системой управления развальцовочной машиной в случае, если машина снабжена датчиком величины крутящего момента) и внесена в дополнительную графу «настроечной» таблицы 1 в качестве справочной.











 1307от 10 500 ₴В наличии
1307от 10 500 ₴В наличии 79510 250 ₴В наличии
79510 250 ₴В наличии 889 Krais12 750 ₴В наличии
889 Krais12 750 ₴В наличии от 130 000 ₴Под заказ
от 130 000 ₴Под заказ от 180 000 ₴Под заказ
от 180 000 ₴Под заказ Р-30 НИТЛот 9 750 ₴В наличии
Р-30 НИТЛот 9 750 ₴В наличии Р-30 НИТЛ9 250 ₴В наличии
Р-30 НИТЛ9 250 ₴В наличии Цену уточняйтеПод заказ+380 (50) 947-86-76
Цену уточняйтеПод заказ+380 (50) 947-86-76 Цену уточняйтеПод заказ+380 (50) 947-86-76
Цену уточняйтеПод заказ+380 (50) 947-86-76 Цену уточняйтеПод заказ+380 (50) 947-86-76
Цену уточняйтеПод заказ+380 (50) 947-86-76 Цену уточняйтеПод заказ+380 (50) 947-86-76
Цену уточняйтеПод заказ+380 (50) 947-86-76 Цену уточняйтеПод заказ+380 (50) 947-86-76
Цену уточняйтеПод заказ+380 (50) 947-86-76 от 156 000 ₴Под заказ
от 156 000 ₴Под заказ от 250 000 ₴Под заказ
от 250 000 ₴Под заказ от 115 000 ₴Под заказ
от 115 000 ₴Под заказ 225 000 ₴Под заказ
225 000 ₴Под заказ от 280 000 ₴Под заказ
от 280 000 ₴Под заказ от 450 000 ₴Под заказ
от 450 000 ₴Под заказ от 275 000 ₴Под заказ
от 275 000 ₴Под заказ от 8 250 ₴В наличии
от 8 250 ₴В наличии от 230 000 ₴Под заказ
от 230 000 ₴Под заказ от 280 000 ₴Под заказ
от 280 000 ₴Под заказ от 70 000 ₴Под заказ
от 70 000 ₴Под заказ от 230 000 ₴Под заказ
от 230 000 ₴Под заказ